.jpg)

Машина для вырезки прокладок JOPA


| Машина с электроприводом для вырезки прокладок из листовых материалов в форме колец и полос | |
| Глубина реза: | до 3 мм |
| Материалы: | все материалы на основе волокон, резина, кожа, картон, фетр, графит неармированный или армированный стальной фольгой, пластмассы и схожие материалы, пригодна для вырубки изделий из твёрдых пластмасс и мягких металлов |
| Управление: | от электропривода |
| Наименование | На складе |
|---|---|
| Установка для вырезки прокладок P/FD 250 | под заказ |
| Станина артикул № 25003 | под заказ |
| Приспособление центрирующее “ZH” артикул № 1359 | под заказ |
| Верхний нож артикул № 25001 | под заказ |
| Нижний нож артикул № 25002 | под заказ |
| Просечка для вырубки отверстия № 25004 | под заказ |
Где используется: для вырезки прокладок в форме колец, кругов и полос. Устройство может работать с любым листовым материалом на основе волокон: резина, кожа, картон различного вида, фетр, пробковая ткань, графит неармированный или армированный стальной фольгой, твёрдые пластмассы.
Высокое качество резки обеспечивается за счет запатентованной конструкции ножей – даже при работе с материалом из мягкого графита исключается сдавливание и отслоение краев.
| Наименование | Габариты установки ДхШхВ в мм | Габариты упаковки ДхШхВ в мм | Примерный вес нетто-брутто в кг |
|---|---|---|---|
| P/FD 250 | 1200 x 320 x 280 | 1270 x 400 x 340 | 18 - 21 |
| Станина | 850 x 480 x 790 | 870 x 540 x60 | 15 - 17 |
Изготовленную в соответствии с требованиями CE установку можно использовать для вырезки полос, колец и прокладок любой формы практически из любого пригодного для резки материала, включая графит, армированный гладкими или перфорированными листами из нержавеющей стали толщиной до 0,1 мм
2 Ввод в эксплуатацию
Запрещается подключать установку к сети, отличающейся по характеристикам от однофазной сети 230 В 50 Гц!
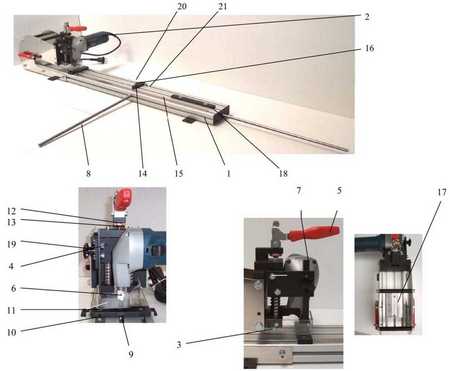
Режущий блок установки установлен на станине (1), поставляется с заводской регулировкой. Установка готова к эксплуатации. Перед первой эксплуатацией следует проверить настройки ножей в соответствии с настоящей инструкцией. Для поддержки мягких материалов при резке предусмотрена опора (18). Ее можно снять, отвернув крепежные винты. Две направляющие планки (сухари), крепящие опору для материалов к станине, можно вынуть из Т-образного паза, ослабив их крепление и повернув их в пазу, слегка нажав приспособлением с заостренным концом (например, отверткой). Если необходимо, планки можно установить в Т-образный паз между держателем нижних ножей (10) и держателем материала (14) и установить опору для материала в этом месте.
3 Установка и замена ножей
Перед первым запуском и после замены ножей нажатием ручного рычага (5) убедитесь, что верхний нож (6) входит в зазор между нижними ножами. Инструкции по настройке зазора между нижними ножами представлены в следующих разделах. Станину (1) можно прикрепить к рабочему столу (верстаку), или закрепить на стойке, входящей в комплект поставки. Для поддержки мягких материалов при резке в комплект поставки входят три круглых стержня (8). Два стержня вворачиваются в направляющие планки, расположенные в боковых прорезях станины, а третий вворачивается в крышку, находящуюся на торце станины. Толщина верхнего ножа (6) позволяет установить его точно между режущими кромками нижних ножей (9). Зазор между ножами отрегулирован производителем. Как правило, при замене верхнего ножа (6) нет необходимости изменять зазор между нижними ножами (9), но его в любом случае необходимо проверять.
4 Замена верхнего и нижних ножей и установка зазора между ножами
При замене нижних ножей (9) проводится настройка зазора между нижними ножами согласно представленным ниже инструкциям:
- для перемещения нижних ножей необходимо ослабить затяжку винтов (11), которыми они закреплены;
- снимите верхний нож (6) и установите его между двумя нижними ножами (9) таким образом, чтобы не было не только люфта верхнего ножа (6), но и его заклинивания. Затем затяните винты (11) и зафиксируйте положение нижних ножей (9).
5 Замена верхнего ножа
Сначала снимите ограждение ножей (3), для этого ослабьте зажимные винты и аккуратно снимите ограждение. Снимите верхний нож (6), отвернув винт, установите новый нож и затяните винт. Установите ограждение и затяните винты.
6 Регулировка высоты верхнего ножа (6)
Установите ручной рычаг (5) в крайнее нижнее положение (силовой кабель должен быть отсоединен). Затем при помощи подходящего приспособления с тонким концом (например, отверткой) вращайте рабочее колесо вентилятора приводного двигателя (2), пока верхний нож (6) не достигнет крайнего нижнего положения, позволяющего провести проверку. Для регулировки высоты верхнего ножа (6) ослабьте стопорную гайку (12) и поверните регулировочный винт (13). Отрегулируйте верхний нож (6) таким образом, чтобы он вошел между нижними ножами на глубину около 1 мм. Не допускайте столкновения верхнего ножа с нижними ножами (9), это может привести к поломке ножей! После того, как было установлено требуемое положение верхнего ножа (6) по высоте, затяните гайку (12). Конструкция ножей обеспечивает высокое качество резки (отсутствуют выкрашивания и расслоения при резке материалов, в том числе таких мягких, как графитовая фольга) и защищена патентным правом.
7 Установка положения линейки
Выполните пробную резку и измерьте диаметр полученной окружности. Ослабьте три зажимных винта линейки (15) и перемещайте линейку, пока цифра на линейке, соответствующая измеренному диаметру, не совпадет с указателем держателя материала (14), и в этом положении затяните винты крепления линейки.
8 Процесс резки
8.1 Подготовка к резке
При помощи входящих в комплект поставки просечек пробейте отверстие в центре пластины, подготовленной для резки. Конические просечки предназначены для прочных материалов (например, волокнистых материалов), цилиндрические просечки - для мягких (например, неармированных графитовых листов). Прижимное устройство (7) - наиболее важный компонент, обеспечивающий высокое качество резки. Поэтому резку всегда выполняйте с правильно настроенным прижимным устройством! Запустите установку и опустите ручной рычаг (5), чтобы пробить материал верхним ножом. Ослабьте винт (19) прижимного устройства, плавно и без давления опустите прижимное устройство на материал, затяните винт. Прижимное устройство не дает материалу прокладки подниматься при перемещении верхнего ножа. Для предотвращения несчастных случаев ограждение ножей (3) установлено с заводскими настройками: 5 мм над держателем нижних ножей (10).
Не изменяйте указанный зазор во время эксплуатации установки. Для резки изделий меньших диаметров ослабьте два зажимных винта и переместите ограждение (3) немного вверх так, чтобы материал мог располагаться под ним. После окончания работы опустите ограждение (3) в исходное положение.
8.2 Кольцевая резка
Ослабьте зажимной винт (16) держателя материала (14) и переместите держатель в положение, в котором его указатель будет находиться напротив деления линейки (15), соответствующего наружному диаметру кольца. Если требуется вырезать несколько колец одного размера, используйте два упора для кольцевой резки:
- установите держатель материала (14) на размер внешнего диаметра. Ослабьте винт внешнего упора для кольцевой резки (20), зафиксируйте упор прижав его к держателю материала (14) и затяните винт внешнего упора для кольцевой резки;
- установите держатель материала (14) на размер внутреннего диаметра и зафиксируйте внутренний упор для кольцевой резки (21) аналогично внешнему упору.
Использование внешнего (20) и внутреннего (21) упоров для кольцевой резки позволяет вырезать кольца одного размера без настройки размеров по линейке (15) каждый раз. Положите материал на станину (1) так, чтобы болт держателя материала свободно проходил в центрирующее отверстие. При помощи выключателя двигателя (2) запустите установку, поворотом рычага (5) опустите верхний нож в крайнее нижнее положение. Проверьте правильность установки прижимного устройства согласно приведенному выше описанию. Благодаря расстоянию в 250 мм между ножами и корпусом кронштейна, в котором установлена режущая головка, как правило, нет необходимости выполнять черновую резку по краям.
Процесс резки начинается, когда оператор вручную перемещает материал по часовой стрелке. Кольцевая резка полностью завершается после выполнения одного оборота. В комплект поставки входит дополнительное центрирующее приспособление для заготовок, имеющих установочное отверстие диаметром 20 мм. Если установочное отверстие в центре заготовки было выполнено неправильно, можно пробить новое отверстие при помощи 20-миллиметровой просечки и установить заготовку, используя дополнительное центрирующее приспособление.
8.3 Резка полос
Для проведения линейной резки полос предусмотрен упор для резки полос (17). Упор имеет две контактных поверхности разной формы. Одна предназначена для резки полос шириной более 16 мм, а вторая поверхность с выступом, используется для резки полос менее 16 мм.
Выступ позволяет перемещать упор для резки полос (17) до верхнего ножа. Настройте упор для резки полос на требуемый размер и закрепите винтом. Запустите установку и опустите верхний нож в крайнее нижнее положение (см. раздел «Кольцевая резка»); направьте материал вдоль упора для резки полос.
8.4 Фигурная резка
На необработанном материале начертите прокладку требуемой формы и вырежьте ее. Процесс резки можно остановить на любом этапе при помощи рычага (5).
9 Меры безопасности
Перед работой с ножами и перед выполнением любых процедур по очистке, настройке, а также при подобных вспомогательных работах отсоедините силовой кабель!
Во избежание несчастных случаев ограждение ножей (3) должно быть установлено в нижнем положении. Уровень шума на рабочем месте может превышать 85 дБ (А). В этом случае оператор должен использовать средства защиты органов слуха.
Для защиты рук от травм используйте защитные перчатки во время резки армированных материалов.
10 Техническое обслуживание
Регулярно проводите очистку двигателя сухим сжатым воздухом, очищайте вентиляционные каналы.
Изношенные угольные щетки должны заменяться только сертифицированными специалистами. Проводите замену консистентной смазки каждые 300 часов эксплуатации.




